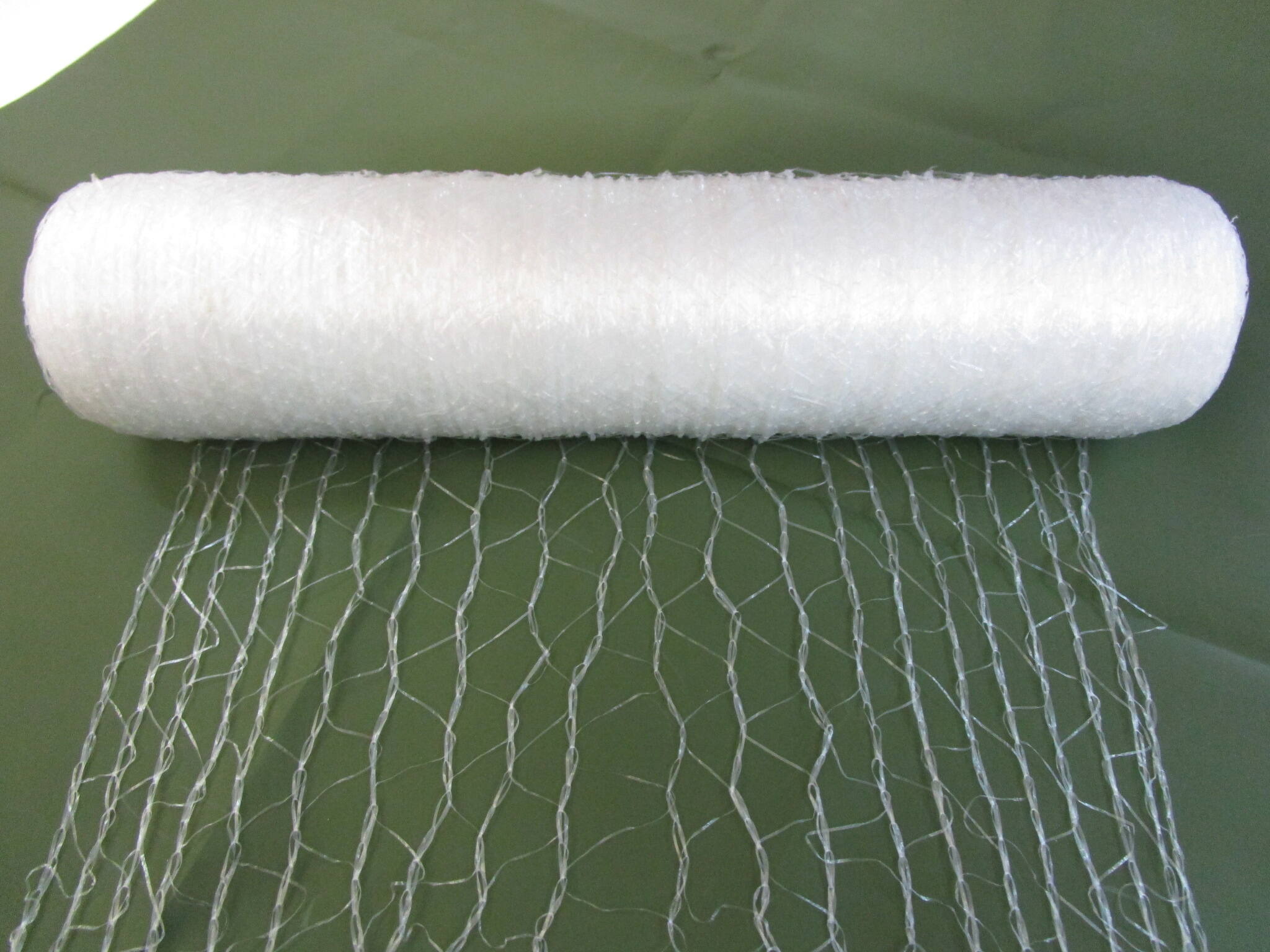
pallet wrap net for logistics
The pallet wrap net for logistics represents a revolutionary advancement in cargo securing technology, transforming how businesses protect and transport goods across global supply chains. This innovative packaging solution combines the strength of traditional plastic wrapping with the flexibility and breathability of netting materials, creating an optimal balance between security and functionality. The pallet wrap net for logistics serves as a protective barrier that securely holds products on pallets while maintaining excellent visibility and air circulation throughout the shipping process. Unlike conventional stretch films, this netting solution allows for superior load inspection without compromising structural integrity. The primary functions of pallet wrap net for logistics include stabilizing mixed cargo loads, preventing product shifting during transit, and reducing packaging material costs while maintaining environmental sustainability. The technological features incorporate advanced polymer engineering that delivers exceptional tear resistance, UV protection, and temperature tolerance across diverse shipping environments. Manufacturing processes utilize precision extrusion techniques to create consistent mesh patterns that distribute tension evenly across wrapped surfaces. The material composition typically includes high-density polyethylene or polypropylene fibers engineered for maximum durability and flexibility. Applications span across numerous industries including food and beverage distribution, pharmaceutical shipping, automotive parts transport, and consumer goods logistics. Warehouses utilize pallet wrap net for logistics to streamline inventory management while ensuring product protection during storage and handling operations. The netting design facilitates rapid quality control inspections, enabling logistics personnel to identify potential issues without unwrapping entire shipments. Integration with automated wrapping equipment enhances operational efficiency and reduces labor requirements. Temperature-sensitive products benefit significantly from the enhanced airflow characteristics, preventing condensation buildup and maintaining product quality throughout extended shipping periods. The versatile design accommodates various pallet sizes and irregular load configurations, making it an ideal solution for diverse logistics applications requiring reliable cargo securing capabilities.